
Published on: 14 July 2026
Differences between 2.5D, XY and 3D tube laser cutting
At 247TailorSteel, you can have tubes and box sections laser cut using the following techniques:
-
2.5D
-
XY
-
3D*
*Available on request
In this article, we compare these techniques and explain their differences and similarities. We cover:\
1. What happens inside the machine?
The overview below shows the movements that the tube and laser head can make inside the machine for each technique.
2.5D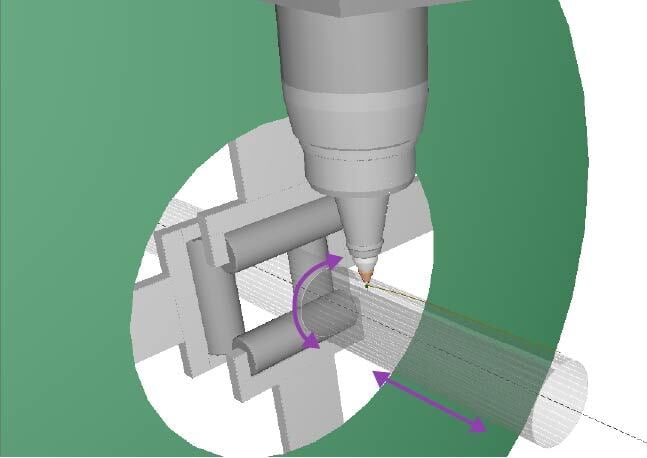
XY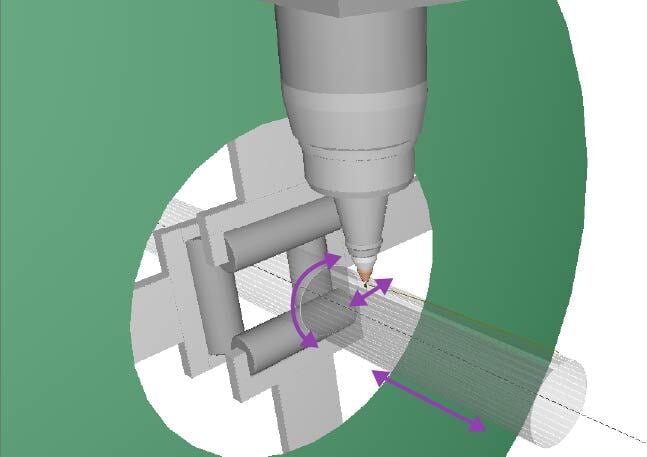
3D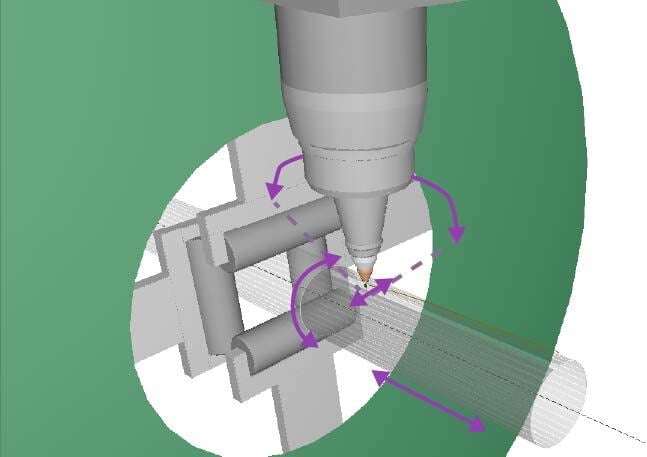
With 2.5D cutting, the laser head remains stationary and points straight down, perpendicular to the surface of the tube or box section. The tube or box section moves forwards and backwards and rotates around its axis while the laser cuts.
With XY cutting, the laser head can move sideways while continuing to point straight down. The tube or box section also moves forwards and backwards and rotates around its axis.With 3D cutting, the laser head can move sideways and tilt forwards or backwards by up to 45°. The tube or box section also moves forwards and backwards and rotates around its axis.
The videos below show the movements inside the machine when cutting an angled end, a round hole and a square hole.
Looking only at what happens inside the tube laser cutting machine, you might be inclined to describe 2.5D as being more like 2D because the laser head cannot move, and XY as being more like 2.5D because the laser head can move.
However, the names do not describe an ascending scale of capabilities. Instead, they refer to different aspects of the cutting process:
-
2.5D describes the absence of spatial cutting angles.
-
XY describes how the contour is generated.
-
3D describes genuine angular freedom of the laser.
2. What do the cuts produced by each technique look like?
The overview below shows the different types of cut that each technique can produce.
End cuts
2.5D


XY


3D


Straight end cuts look the same with every technique. Angled end cuts, as shown above, are the same with 2.5D and XY cutting but differ with 3D cutting. This applies to both round tubes and rectangular box sections.
Holes
2.5D


XY

3D

Round and square holes cut in the flat walls of box sections look the same with 2.5D and XY cutting. 3D cutting can produce these cuts as well, in addition to angled cuts of up to 45°.
For both round and square holes in round tubes, there is a visible difference between cuts produced using 2.5D and XY.
-
With 2.5D cutting, the contour of the hole on the inside of the wall matches the drawing. The contour on the outside is larger, creating additional clearance at the sides where the surface curves away. The outside contour is more oval in shape, which is why these are sometimes referred to as 'elliptical cuts'.
-
With XY cutting, the sideways movement of the laser head means that the laser does not only cut perpendicular to the surface. Towards the sides, it can also cut straight down, causing the cut to run at an angle through the wall. In cross-section, these straight downward cuts form a cylindrical shape. This is why XY laser cutting is also known as cylindrical laser cutting.
Although 2.5D and XY produce the same cuts for holes in the flat walls of box sections, the differences described above also occur when holes are cut through the corner radii of box sections. Like a round tube, these areas have a curved surface.
In addition to standard straight cuts, 3D tube laser cutting can produce bevels on edges and around holes.
For clarity:
With 3D cutting, a bevel is created deliberately and can be controlled by tilting the cutting head. The bevel angle, up to 45°, is therefore explicitly defined and repeatable. Although angled cuts can also occur with 2.5D and XY cutting, these result from machine movement and geometry rather than a deliberately set angle.
3. What do the cuts mean for different types of fit?
In fabricated structures, tubes and box sections are often placed against each other or inserted into one another. The examples below show how common connections look with each cutting technique.
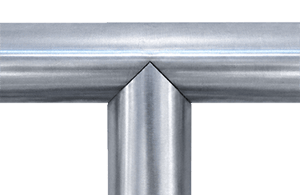
Mitre joint
2.5D


XY
3D


Do you want to position two tubes or two box sections with angled edges against each other to create a 90° corner? This can be done using any of the three techniques. However, the geometry of 2.5D and XY cuts always leaves a small amount of clearance on the outside. With 3D cutting, the angled sides create a fully closed fit.
Through connection
2.5D



XY

3D


When a tube is inserted vertically into a hole cut in a round tube using 2.5D, clearance is visible along the sloping sides of the hole. This clearance is not present with an XY-cut hole. 3D cutting can produce both types of cut and can also create countersunk holes. In the latter case, there is clearance around the entire connection.
When a tube is inserted at an angle into a round tube or box section, the hole is always cut using either 2.5D or 3D. With 2.5D, there is clearance at the sides of the hole. With 3D, the inserted tube fits closely against the sides. In practice, XY is not used for angled end cuts because the technique is specifically designed to cut straight down.
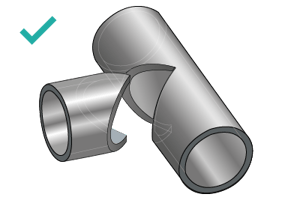
Saddle connection
2.5D



XY
3D



For a connection such as the one shown above, it makes little difference whether the tube is cut using 2.5D or 3D. In both cases, the tubes fit closely together, provided that both tubes are cut using the same technique.
NB: Sophia® automatically converts 3D cutting surfaces into 2.5D cutting surfaces.
4. What are the differences in submission specifications and tolerances?
Each cutting technique has its own submission specifications. In general, however, 2.5D is the least complex, 3D is the most complex and XY falls between the two.
With 2.5D, the result is the most predictable because the laser beam is always perpendicular to the surface. Cutting programs are relatively straightforward to create, and tight tolerances can be achieved.
With XY, a lateral offset, meaning sideways movement of the cutting head, is added so that the laser beam can pass through the wall at an angle. This makes the relationship between the outside and inside contours less intuitive and requires a greater level of technical understanding.
With 3D, the tilting cutting head, up to 45°, adds extra axes and parameters. This makes the cutting process more complex and increases the tolerances. Material at angled ends can also become very thin, which creates a risk of burning.
Each technique also has a maximum wall thickness that can be cut while maintaining the required quality. Our capabilities are shown below:
| Maximum wall thickness |
|||
| 2.5D | XY | 3D (at 45°) | |
| Steel | 12 mm | 12 mm | 10 mm |
| Stainless steel | 8 mm | 8 mm | 4 mm |
| Aluminium | 8 mm | 8 mm | 4 mm |
5. When should you choose each technique?
It is important to note that no cutting technique is inherently better than another. The additional clearance created around holes by 2.5D, for example, can be ideal for accommodating a weld seam, while a 3D bevel often provides an aesthetic advantage. For a straightforward through connection that requires a close fit, XY is generally more suitable because it allows optimum tolerances to be maintained.
Are you unsure which cutting technique to use when creating your design? Always discuss this with your metalworking supplier.
In practice, more than 80% of requests involving tubes and box sections can be cut successfully using 2.5D. Even when customers believe they need 3D cutting, 2.5D is usually the better option.
We recommend XY or 3D only when the visible or structural shape of the connection requires a particularly close fit, or when a bevelled angle is required, respectively.
6. One final point to consider
Many designs are created as though the tubes will be cut entirely in 3D. In practice, however, many tube laser cutting machines use 2.5D technology. As a result, drawings are often converted. This means that cuts, cut-outs and connections may be produced differently from what you expect. In most cases, this is not a problem, but it can cause issues with connections.
See the example below.
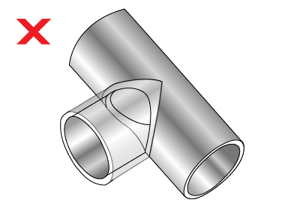
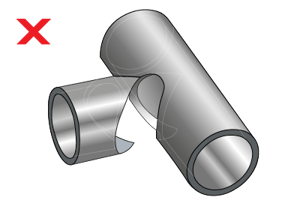

The connection on the left was designed in 3D, with the perpendicular tube positioned over a hole. However, when this drawing is converted to 2.5D, the perpendicular tube is cut differently and no longer fits correctly.
In fact, the pointed end of the perpendicular tube cannot be cut as drawn, even using 3D technology.
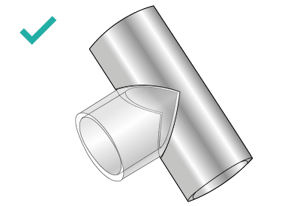
When the connection is designed in 2.5D from the outset and subsequently cut using 2.5D, as shown on the right, there is no problem.
Always align your design with the cutting technique used by your metalworking supplier.
For completeness, our online software Sophia® imports drawings as designed but converts them to 2.5D by default for our tube laser cutting machines. This is the technique that enables us to guarantee the highest quality and the best tolerances.
Do you have any questions?
Do you have any questions, or are you unsure whether your drawing is suitable for our tube laser cutting machines? Please contact us. We will be happy to help.
/csv-import-2600x800.jpg)
/het%20verschil%20tussen%202.5D%2c%203D%20en%20XY%20Lasersnijden.jpg)
/verschillende%20soorten%20collisie%20bij%20kanten.jpg)
