
Algemeen
- Minimale plaatdikte voor staal is 0,8 mm.*
- *Uitgezonderd Sendzimir en Magnelis, minimale plaatdikte is 0,75 mm
- Maximale plaatdikte voor staal is 12 mm.*
- *Uitgezonderd Sendzimir, maximale plaatdikte is 4 mm en Magnelis, maximale plaatdikte is 6 mm.
- Minimale plaatdikte voor RVS is 0,8 mm.
- Maximale plaatdikte voor RVS is 10 mm.
- Minimale plaatdikte voor aluminium is 1 mm.
- Maximale plaatdikte voor aluminium is 10 mm.
- Maximaal gewicht is 75 kg.
- Maximale afmetingen zijn 2980 x 1480 mm.
- Maximale aanslagmaat bedraagt 1150 mm.
- Deze maten zijn allemaal ten opzichte van een hoek van 90°, wanneer het product één of meerdere scherpe buigingen bevat, neem dan voor alle buigingen in het product de maatvoering uit de scherpe tabellen.
- Een kantproduct dient altijd te zijn voorzien van een buigradius.
-
Download hier de lijst met specificaties per materiaal.


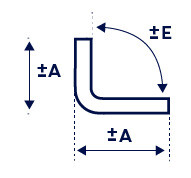






Dit is de minimale opleg van de plaat op de matrijs die noodzakelijk is om de buiging uit te kunnen voeren. De minimale beenlengte (s) wordt bepaald door de plaatdikte.
*Let op: wanneer het product één of meerdere scherpe buigingen bevat, neem dan voor alle buigingen in het product de maatvoering uit de scherpe tabellen.


In verband met de terugvering van het materiaal moet de plaat altijd iets verder gebogen worden dan de opgegeven hoek. Het gereedschap heeft een maximale hoek van 30˚ en daardoor kan er, rekening houdend met de terugvering, worden gebogen tot maximaal 37˚. De minimaal te buigen hoek is 175˚.



 Max X = 1390 mm bij een zetting van 90°
Max X = 1390 mm bij een zetting van 90°




Let op: Het einde van de buiglijn moet recht zijn, en wordt ook meegenomen in de berekening voor de maximale onderbreking van de buigzone.
Wanneer hier wel een afschuining zit kunnen wij niet garanderen dat het product voldoet aan de toleranties. Zie afbeelding.




Zijaanzicht J-10 stempel
Klik op afbeelding voor download.

Zijaanzicht D-10 stempel
Klik op afbeelding voor download.

Zijaanzicht R-10 stempel
Klik op afbeelding voor download.

Vooraanzicht stempel

Bij producten, zoals te zien in de afbeelding, dient de flens niet langer te zijn dan 32 mm. Dit in verband met de extensie (35 mm) van de zogenaamde hoornstempels die bij dit soort producten gebruikt worden.

Damwandplaten
Voor grote platen met meerdere Z-buigingen (zoals het dakprofiel hieronder) gelden twee belangrijke regels.

-
Dit soort platen mogen niet zwaarder zijn dan 45 kg. Normaliter kanten we platen zwaarder dan 45 kg wel met een tilhulp, maar deze plaat moet door Z-buigingen steeds om en om in de kantbank worden gelegd. Dat gaat niet met de tilhulp.
-
We kunnen onderstaande hoeken niet scherper buigen dan 122°, omdat de plaat anders in collisie komt met de machine.

Ter verduidelijking ziet u hieronder in welke richting we de hoek niet (links) en wel (rechts) kunnen buigen:




In rechter afbeelding ziet u de minimale maten van aanslagnokken ten behoeve van grote of conische radii.

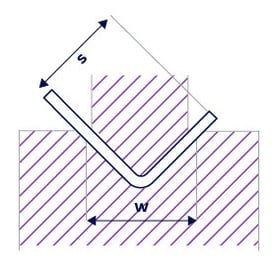
Bij inwendige zettingen, zoals in de afbeelding rechts, dient u rekening te houden met de breedte van ons smalste kantgereedschap. Die bedraagt 20 mm. Om ervoor te zorgen dat deze te allen tijde door het gat past, dient het gat in totaal (zetting + sleuven aan weerszijden) net iets breder te zijn dan 20 mm. Houd daarom minimaal deze breedtes aan:
-
Bij platen dunner dan 4 mm: minimaal 21 mm
-
Bij platen van 4 mm en dikker: minimaal 22 mm
NB: Houd bij inwendige zettingen ook altijd rekening met de minimale breedte van de sleuven aan weerszijden.



De gezette kantjes (hoeken) mogen niet volledig tegen elkaar aan getekend worden i.v.m. onze toleranties.
Houd de onderstaande afstand aan tussen twee zettingen:
- Tot 3 mm plaatdikte, 0.5 mm ruimte ertussen;
- Van 4 t/m 6 mm plaatdikte, 1 mm ruimte ertussen;
- Van 7 t/m 8 mm plaatdikte, 1,5 mm ruimte ertussen.




Om een product te kunnen verwerken hebben we minimaal een aanslaglijn van
20 mm evenwijdig aan de kantlijn nodig, zie voorbeeld.

Is het niet mogelijk om een rechte aanslaglijn te creëren, dan kunnen er ook nokjes toegevoegd worden. Nokjes tot maximaal 40 mm uit elkaar (één aanslag), of minimaal 200 mm uit elkaar (twee aanslagen) en minimaal 5mm breed (B). Zie afbeelding.

Bij 247TailorSteel is het mogelijk om hemmingen te laten zetten.
De aanleverspecificaties zijn als volgt:
- Materiaal: aluminium, RVS en staal
- Plaatdikte (T): zie tabel
- Minimale beenlengte (H): zie tabel
- Minimale afstand tot kanting (L1): 6 mm
- Minimale afstand tot kanting (L2): 13 mm
Soorten hemmingen:
247TailorSteel zet alleen gesloten hemmingen.

Na het hemmen is de totale hoogte 2 tot 2,5 keer de oorspronkelijke plaatdikte (B). De tolerantie A is ± 1 mm, dit kan tot gevolg hebben dat gaten niet recht tegenover elkaar zitten. Zie afbeelding "Toleranties".
Door het hemmen kunnen scheuren, afdrukken of beschadigingen ontstaan in/op het materiaal. Hier hebben wij geen invloed op.

Deze minimale afstand tot kanting (L1 & L2) geldt ook voor kantingen die haaks op de hemming staan:

