
Publié le: 06 janvier 2026
Le positionnement de votre pièce pliée par rapport à la butée
Pour pouvoir plier votre produit sur nos presses plieuses, il est essentiel que nous puissions positionner correctement votre pièce pliée contre la butée de la machine. Dans cet article, nous expliquons ce qu'est la butée, pourquoi elle est importante et ce qu'elle signifie pour la conception des pièces pliées.
Qu'est-ce que la butée ?
Sur une presse plieuse, un poinçon est enfoncé verticalement dans une matrice en forme de V. Y a-t-il une tôle métallique entre les deux ? Dans ce cas, une ligne de pliage droite se forme dans la tôle sur toute la longueur où le poinçon s'enfonce dans la rainure en V. Cela crée le rayon de courbure, c'est-à-dire un pli.
Mais la tôle métallique peut-elle trop bouger ? Dans ce cas, il y a un risque de déplacement de la tôle, ce qui entraîne la création d'une ligne de pliage au mauvais endroit et l'apparition d'écarts.
En plaçant la tôle contre quelques points de positionnement fixes sur la plieuse, le risque de mouvement est minimisé et chaque pli est réalisé au même endroit.
Ces points de positionnement sont appelés butées.

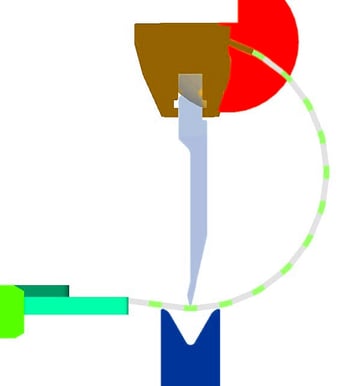
Image 1 : La matrice avec deux cylindres réglables à l'arrière.
Sur les presses plieuses, la butée se compose de deux bras réglables avec des cylindres (également appelés doigts) derrière la matrice. Nous y glissons la tôle et pouvons ainsi déterminer avec précision l'emplacement de la ligne de pliage par rapport au bord de la tôle.
Le pliage est-il parallèle au contour extérieur ? Dans ce cas, deux points de butée suffisent. Vous pouvez le voir ci-dessous dans l'illustration 2, les points verts sont les points de butée.
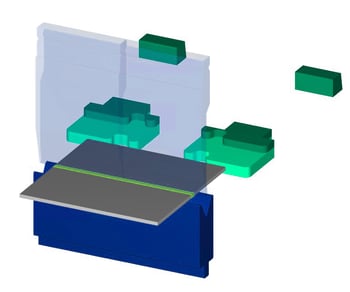

Illustration 2 : pliage parallèle à la butée.
La tôle peut certes glisser vers la gauche et vers la droite, mais comme la ligne de pliage est parallèle au contour extérieur, le pliage se fait toujours au bon endroit.
La ligne de pliage n'est-elle pas parallèle au contour extérieur ? Dans ce cas, votre produit devra également être fixé latéralement. Pour ce faire, nous utilisons les cylindres.
Pour les formes relativement simples et les positionnements simples, vous n'avez généralement pas besoin de tenir compte de la butée. L'essentiel est de respecter une ligne de butée minimale de 20 mm.
Il existe toutefois des situations qui nécessitent une attention particulière. Nous les abordons ci-dessous.
Quand devez-vous, en tant qu'ingénieur, tenir compte de la butée ?
Vous devez tenir compte de la butée dans les situations suivantes :
- Formes coniques
- Formes arrondies
- Positionnement non perpendiculaire
- Pliage avec rainures dans la zone de pliage
1. Formes coniques
L'exemple ci-dessous montre qu'une forme conique ne pose pas nécessairement de problème. La pièce est pressée contre la butée sur deux côtés à gauche. Cela empêche la pièce de se déplacer pendant le pliage.
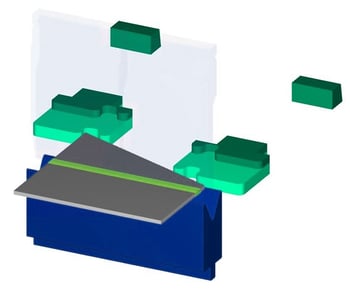

Illustration 3 : Bonne butée pour une pièce conique.
Mais il existe également des formes dont la pointe pose problème. Voir l'exemple ci-dessous.
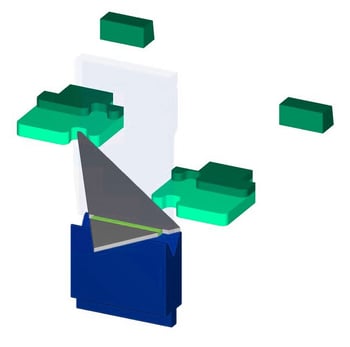

Illustration 4 : butée incorrecte pour une pièce conique.
La pointe acérée de ce produit ne s'adapte pas correctement dans le cylindre. Nous ne pouvons pas la presser « fermement » contre la butée, ce qui rend impossible la création d'une dimension constante.
Une solution possible consiste à donner un rayon à la pointe acérée afin qu'elle s'adapte au cylindre.
2. Formes arrondies
Les formes rondes ne comportent aucune ligne parallèle ou perpendiculaire à la ligne de pliage. La forme continue de bouger, ce qui nous empêche de la fixer de manière cohérente par rapport aux dimensions.
La seule façon de fixer des pièces rondes est de créer une ligne de butée droite. Cela se fait généralement en ajoutant des ergots (appelés supports d’équerrage) qui créent une ligne de butée droite par rapport à la ligne de pliage. Vous pouvez ensuite meuler ces supports pour retrouver la forme ronde.
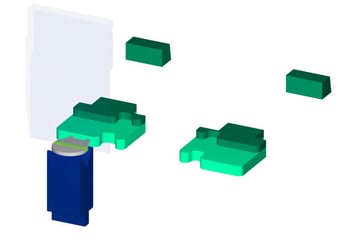

Image 5 : Petite pièce avec forme arrondi sur une seule butée.
Les directives suivantes s'appliquent à la pose des ergots :
- Largeur des ergots : minimum 5 mm
- Distance entre les ergots sur une seule butée (comme dans l'illustration 5) : maximum 40 mm
- Distance entre les ergots sur deux butées (comme dans l'illustration 6) : minimum 200 mm
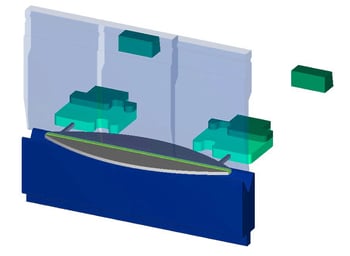

Illustration 6 : pièce avec arrondi sur deux butées.
Une alternative consiste à placer les ergots parallèlement au sens de la courbure.
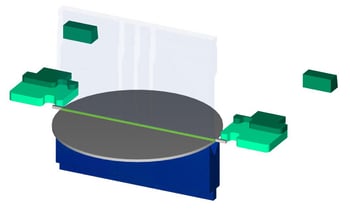

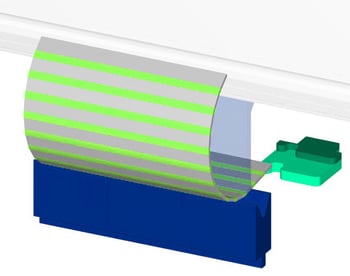
Illustration 7 : Grande pièce ronde avec des ergots parallèles à la ligne de pliage.
Ceci est courant pour les grandes pièces rondes.
Respectez les directives supplémentaires suivantes :
- Largeur des ergots : au moins 10 mm
- Longueur des ergots : minimum 40 mm
- Distance entre les ergots sur deux butées : minimum 200 mm
- Emplacement des ergots : 2 mm avant la ligne de pliage
3. Positionnement non perpendiculaire
Pour les pièces pliées comportant plusieurs plis, il est parfois nécessaire d'appuyer un pli contre la butée afin de réaliser un autre pli parallèle. Cela ne pose généralement pas de problème pour les angles de 90° :
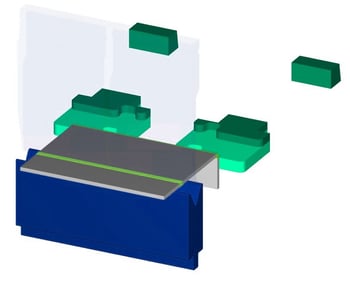

Illustration 8 : pliage à angle droit contre la butée.
L'angle droit offre une ligne de butée suffisamment précise pour le pli suivant.
Les plis aigus peuvent être poussés contre la butée, mais comme l'angle extérieur a un rayon, cette ligne de butée n'est pas idéale.
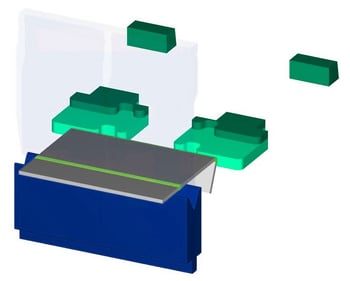

Image 9 : Pose en angle aigu contre la butée.
C'est avec les angles obtus que le problème est le plus important. En effet, lorsque nous devons frapper contre un angle obtus, deux risques apparaissent.
Tout d'abord, un écart par rapport au premier ajustement (voir illustration 10) sera repris dans les ajustements suivants. En effet, nous ajustons contre cet ajustement.
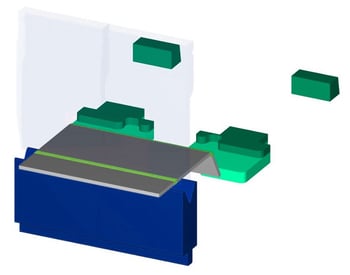
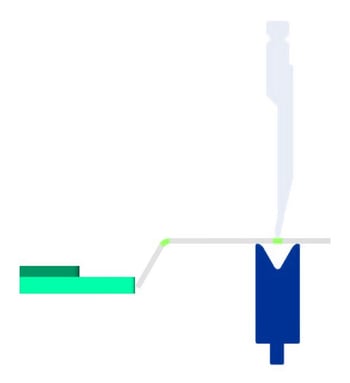
Image 10 : Extrémité de la pièce émoussée contre la butée.
Deuxièmement, le réglage non perpendiculaire est difficile à presser contre la butée (voir illustration 11). Cela rend beaucoup plus difficile l'obtention de dimensions constantes, par exemple dans le cas d'une production en série.
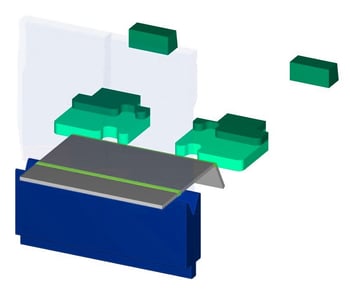

Illustration 11 : Joint à angle droit contre la butée.
C'est pourquoi nous préférons ne pas placer les plis non perpendiculaires contre la butée.
Cela rend les formes coniques et cylindriques particulièrement difficiles (mais pas impossibles) à réaliser. En effet, ces formes comportent plusieurs ajustements à angle obtus afin d'obtenir progressivement la forme « ronde ».
Idéalement, nous plions chaque pli dans un ordre croissant, comme indiqué ci-dessous.
Cependant, cela n'est pas possible, car les brides pliées entrent en collision avec la plieuse avant que tous les plis aient été réalisés.
Pour éviter la collision, nous pouvons modifier l'ordre de pliage. Nous plions d'abord une moitié étape par étape. Puis l'autre moitié. Le pliage central est alors effectué en dernier. Vous pouvez le voir ci-dessous à gauche.
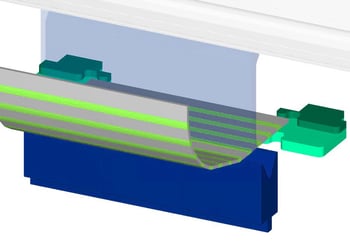
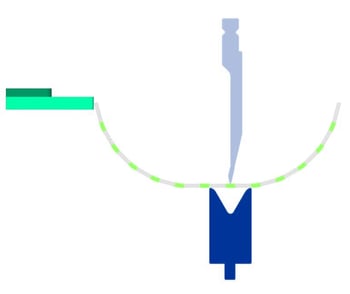
Image 13 : Une forme cylindrique avec un ordre de pliage modifié entraîne un pliage non perpendiculaire contre la butée.
Mais en résolvant le problème de collision, nous créons un autre problème : nous devons effectuer en dernier lieu un pliage non perpendiculaire contre la butée (image 13, à droite), ce qui entraîne des dimensions peu fiables.
Nous arrivons ainsi à la solution qui consiste à créer une bonne butée pour les formes coniques et cylindriques : des ergots de butée. Si vous placez des ergots à gauche et à droite de la ligne de pliage centrale, nous les utilisons pour appuyer contre la butée et effectuer le dernier ajustement avec une butée droite.
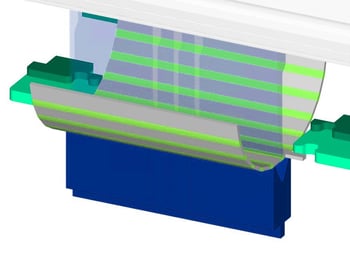
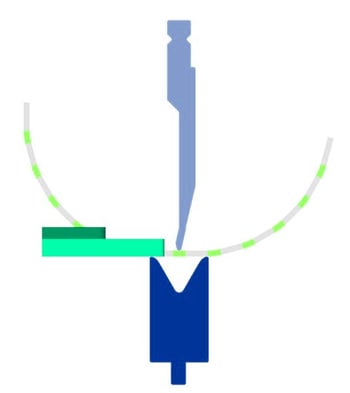
Illustration 14 : une forme cylindrique avec un ordre de pliage adapté et des butées permet d'obtenir un ajustement correct.
Respectez les directives supplémentaires suivantes :
- Largeur des ergots : au moins 10 mm
- Longueur des ergots : minimum 40 mm
- Distance entre les ergots sur deux butées : minimum 200 mm
- Emplacement des ergots : 2 mm avant la ligne de pliage
4. Pliage avec rainures dans la zone de pliage
Ce qui précède peut donner l'impression que les fixations à angle droit peuvent toujours être positionnées correctement contre la butée. Ce n'est malheureusement pas le cas. Ici aussi, des problèmes peuvent parfois survenir.
La raison ? Les trous dans la zone de pliage.
Ces trous se déforment lors du pliage. Bien que les clients ne trouvent souvent pas cela gênant pour le résultat final esthétique ou l'ajustement, cela pose un problème lorsque la fixation avec des trous déformés doit être placée contre la butée pour pouvoir réaliser une autre fixation.
Vous pouvez voir ci-dessous une telle déformation le long de la courbure :

Illustration 15 : Déformation saillante à angle droit.
Comme vous pouvez le constater, la déformation dépasse légèrement. Si vous placez ce côté contre la butée, vous toucherez la butée avec les renflements et non avec la bride proprement dite.
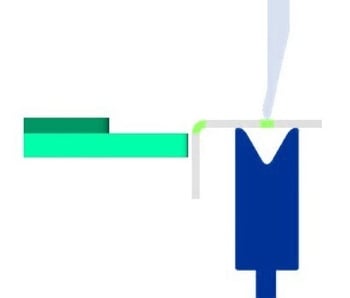
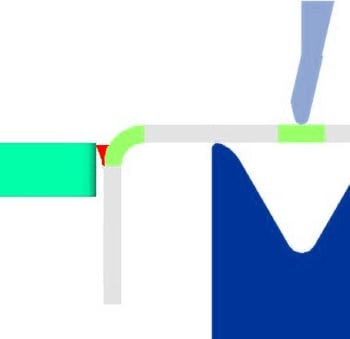
Image 16 : Angle droit avec trous déformés contre la butée.
Il en résulte que votre pièce est en fait légèrement plus éloignée de la butée et que votre ligne de pliage est également plus avancée.
Dans Sophia®, vous pouvez ignorer l'avertissement concernant les trous dans la zone de pliage – sous votre propre responsabilité – et poursuivre votre commande. Mais ces trous se trouvent-ils dans un pli qui doit être placé contre la butée ? Dans ce cas, les trous auront non seulement une influence sur l'esthétique de votre pièce, mais aussi sur ses dimensions. Et cela n'est généralement pas souhaitable.
La seule solution consiste à créer des dégagements de pliage, c'est-à-dire des rainures parallèles aux trous dans la zone de pliage.
Vous avez des questions sur le positionnement contre la butée ?
Notre logiciel et nos opérateurs recherchent toujours la meilleure solution possible pour vos pièces. Mais avez-vous déjà pris en compte ce qui précède ? Vous éviterez ainsi les obstacles inattendus et maintiendrez la cadence de votre projet.
Vous avez d'autres questions à ce sujet ? N'hésitez pas à nous contacter.
/csv-import-2600x800-fr.jpg)
/verschillende%20soorten%20collisie%20bij%20kanten.jpg)
/het%20verschil%20tussen%202.5D%2c%203D%20en%20XY%20Lasersnijden.jpg)
